|
|
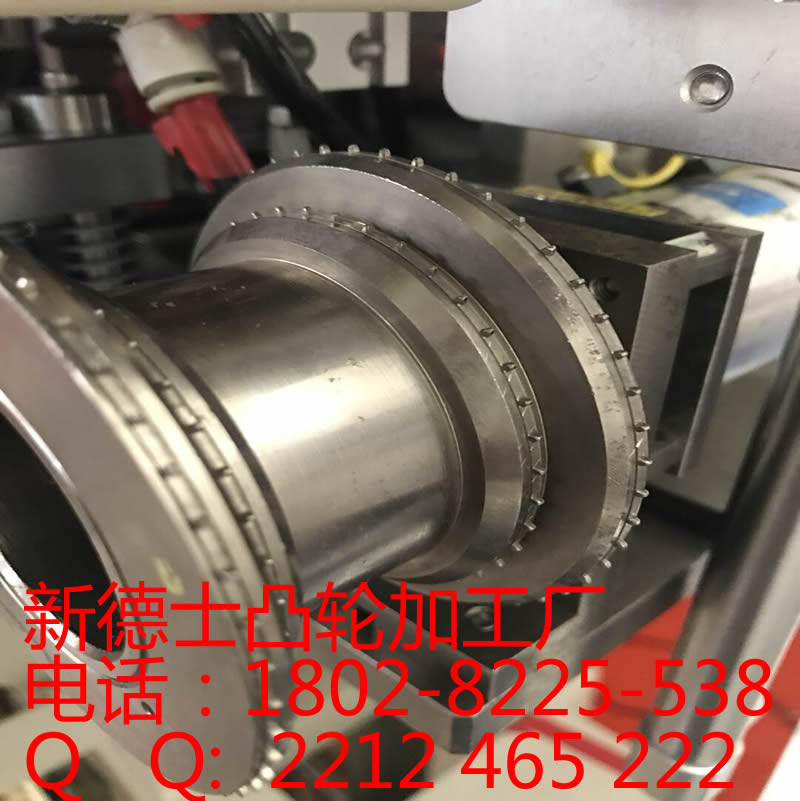
| 砂轮研磨工艺凸轮机问题调 |
|
|
当砂轮在宽度方向的磨损量占砂轮宽度的80%时便对砂轮进行修整,砂轮每次修整量为0.006mm,共分3部进行修整,每一步修整量为0.002mm,每修整一次可磨削120根凸轮轴,砂轮线速度为120m/s,可获得较高的金属切除率,使用冷却油做为冷却液,不仅仅是给砂轮和工件提供冷却液,同时也给砂轮和工件提供更好的润滑,同时由于油膜的吸附作用,还可以防止凸轮轴的轴颈表面氧化,防止磨削完后的工件表面生锈。磨削液的供给是采用喷射法提供的冷却液,冷却较充分,可使砂轮的寿命提高一倍,金属切除率提高一倍以上,同时采用冷却液反冲的方法,冲洗砂轮表面,防止砂轮堵塞,使CBN颗粒始终以锋利的状态对工件进行切削,再加上CBN粒度较小,凸轮轴轴颈单位面积上参加切削的磨粒比一般砂轮要多,轴颈在被切削时所产生的弹性摩擦和变形阶段均较小,因此产生的弹性变形和塑性变形均较小,提高了表面粗糙度,防止表面产生磨削烧伤和因磨粒因素而引起的裂纹。在磨粒切削阶段,对产生的热应力和变形应力均较小.
|
|
 凸轮机构制造厂,公司以制造精品凸轮为目标,精于控制产品质量,提高凸轮精度和生产效率,业务涵盖深圳... >>更多信息 凸轮机构制造厂,公司以制造精品凸轮为目标,精于控制产品质量,提高凸轮精度和生产效率,业务涵盖深圳... >>更多信息 |
|
扫描微信联系我们

|
|
|